Call Now: +91 9315416455

Manufacturing

To ensure quality satisfaction when manufacturing an extrusion profile, a series of specifications and drawings are followed. Accurate shapes and tolerances are guaranteed through calculations and estimates. The extrusion process starts with the use of Aluminium billet, an aluminium material that needs to be softened through heat before being placed into the extrusion press. This press is a hydraulic device that uses a ram to push a dummy block, forcing the softened metal through a precision opening or die to create the desired shape.
The first step in the aluminium extrusion process is the design of the product, which determines many of the production parameters such as alloy selection, machinability, finishing, and environment of use. The form of the profile is determined by the function of the product, which in turn determines the design of the die used to shape it. Once the shape of the final product is identified, the appropriate alloy is selected and the die is prepared for the extrusion process.
Aluminium Extrusions Manufacturing Process
Log casting / Melting Furnaces
Log casting of aluminium is a manufacturing process used to create large, solid castings made of aluminium. In this process, aluminium is melted and poured into a log-shaped mould, which is typically made of sand or a similar material. The mould is designed to create a solid, cylindrical shape, which is often used to make components for heavy equipment, machinery, or aerospace applications.
- We utilize premium raw materials to produce logs of varying compositions.
- The alloy is promptly examined with state-of-the-art spectrometer technology to confirm the intended mechanical properties and composition.
- Our foundry on-site employs advanced Hot Top casting techniques, which feature up-to-date melting furnaces equipped with automatic temperature control to manufacture superior-quality logs.
- These logs are then sliced into billets of exact dimensions.

Log Quality Check
During the quality check, the aluminium logs are inspected for defects such as cracks, holes, or other imperfections that may affect the quality of the finished product. The logs are also checked for dimensional accuracy to ensure that they meet the required specifications for the manufacturing process. We check composition of materials like Manganese (Mn), Iron (Fe), Magnesium (Mg), Silicon (Si), Zinc (Zn), Titanium (Ti), Chromium (Cr), Copper (Cu), and Aluminium (Al) in logs so final products should as required and quality should be up to mark.

Log Quality Check
During the quality check, the aluminium logs are inspected for defects such as cracks, holes, or other imperfections that may affect the quality of the finished product. The logs are also checked for dimensional accuracy to ensure that they meet the required specifications for the manufacturing process. We check composition of materials like Manganese (Mn), Iron (Fe), Magnesium (Mg), Silicon (Si), Zinc (Zn), Titanium (Ti), Chromium (Cr), Copper (Cu), and Aluminium (Al) in logs so final products should as required and quality should be up to mark.
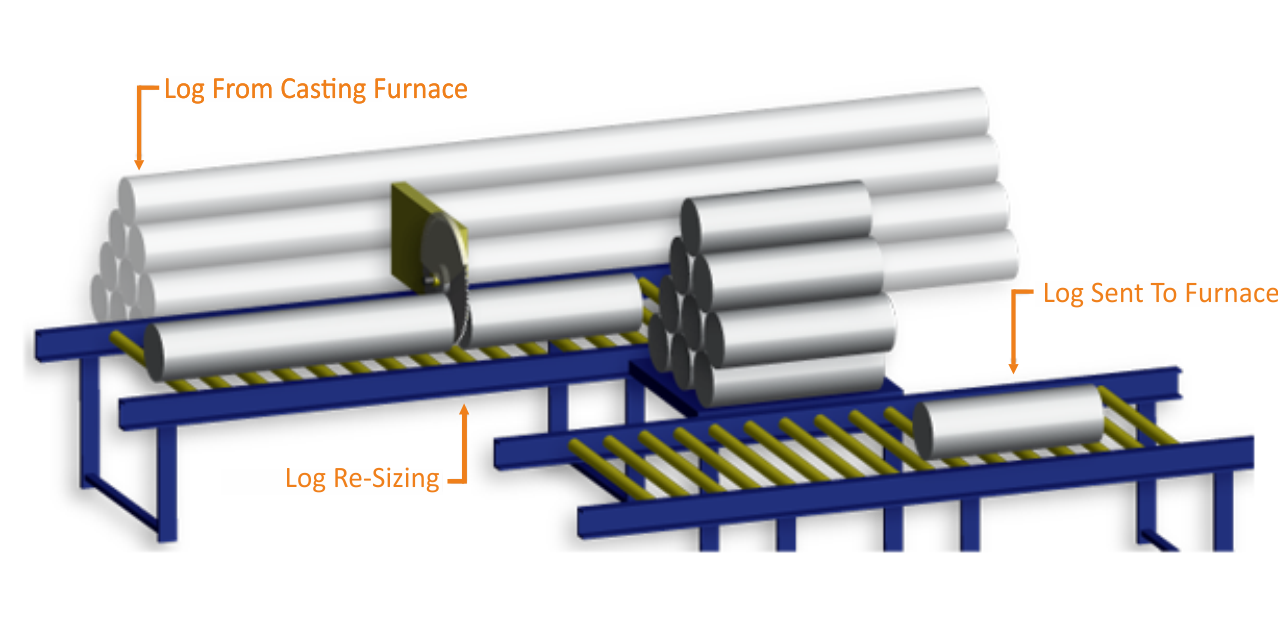
Log Cut into Billet
The initial material for the extrusion process is billet. Extrusion billet is the length charged into the extrusion press container. It is frequently cut from an alloyed aluminium log, which is a longer length of the metal. Metals called alloys are made up of many metallic elements. Little amounts (often less than 5%) of elements like copper, manganese, silicon, magnesium, or zinc can be found in aluminium extrusion alloys. These alloying components alter the extrusion process and improve the aluminium 's inherent characteristics.
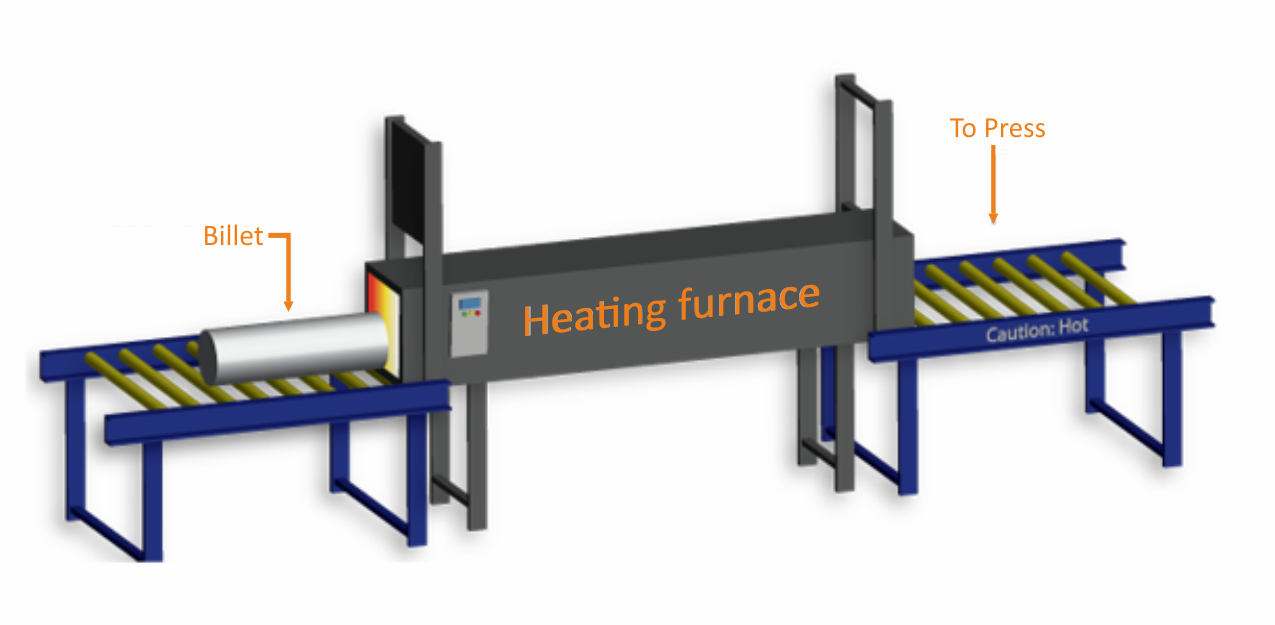
Billet is Sent to a Heating Furnace for Softening. Until Reached to Desired Temperature.
The billet is still solid but has been softened in a heating furnace before extrusion. Depending on the purity of the metal, aluminium has a melting point of 660° Degree. Depending on the alloy being extruded, billet is frequently heated to temperatures above 375°C) and as high as 500°C during extrusion processes.
Billet is Sent to a Heating Furnace for Softening. Until Reached to Desired Temperature.
The billet is still solid but has been softened in a heating furnace before extrusion. Depending on the purity of the metal, aluminium has a melting point of 660° Degree. Depending on the alloy being extruded, billet is frequently heated to temperatures above 375°C) and as high as 500°C during extrusion processes.
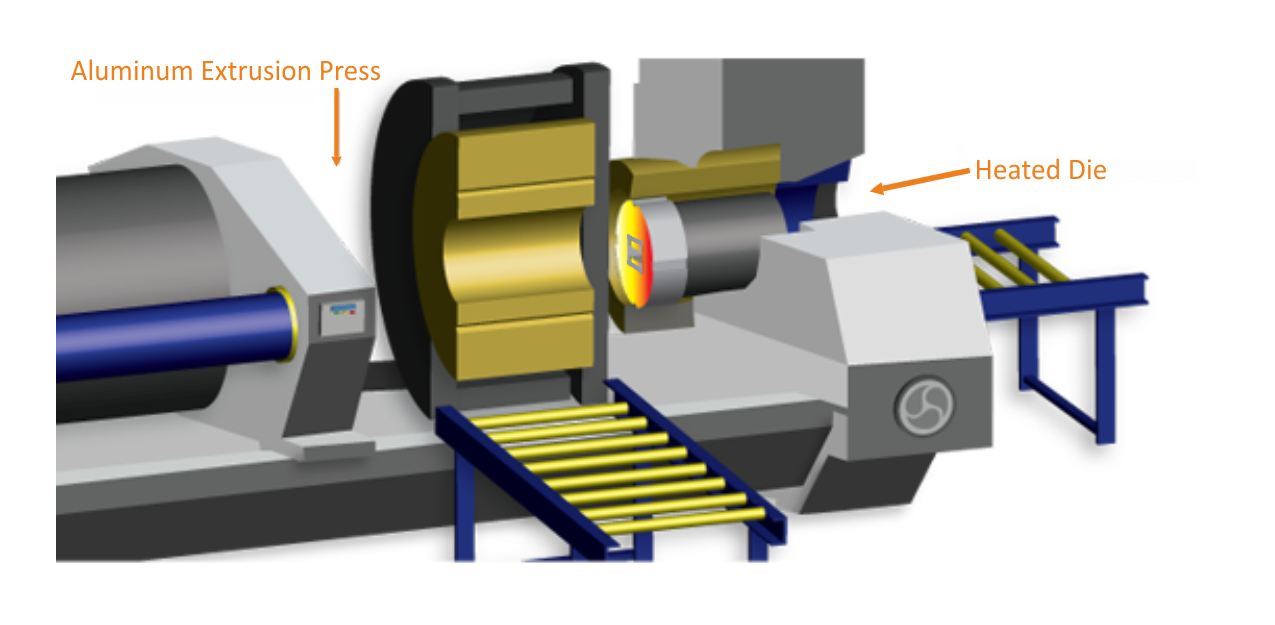
Die Preparation and Press Evaluation
Preheating the chosen die prepares the extrusion tools, and the press is then subjected to a quality control inspection.
To prepare and clean the dies, they are taken from the inventory. The extrusion tools and die are heated in order to get the die ready for the actual extrusion operation. By doing this, the pressed aluminium can take on the qualities of the die and improve the overall quality of the finished product.
Complete evaluation of press and its parts is done so that there should not be any marginal error in the products and press machine should work properly as it should be. All quality check and die selction is done then press is ready
lubrication of Heated Billet.
The billet and ram are coated with a small film of lubricant to prevent the two components from adhering together after the billet reaches the desired temperature.
Extrusion of aluminium profiles is the most cost-effective shaping technology because it combines design diversity with high manufacturing output. A releasing agent or lubricant must be used between the aluminium billet and dummy block since the aluminium alloys for extrusion must be heated to at least 450 °C and must bond at this temperature.

lubrication of Heated Billet.
The billet and ram are coated with a small film of lubricant to prevent the two components from adhering together after the billet reaches the desired temperature.
Extrusion of aluminium profiles is the most cost-effective shaping technology because it combines design diversity with high manufacturing output. A releasing agent or lubricant must be used between the aluminium billet and dummy block since the aluminium alloys for extrusion must be heated to at least 450 °C and must bond at this temperature.
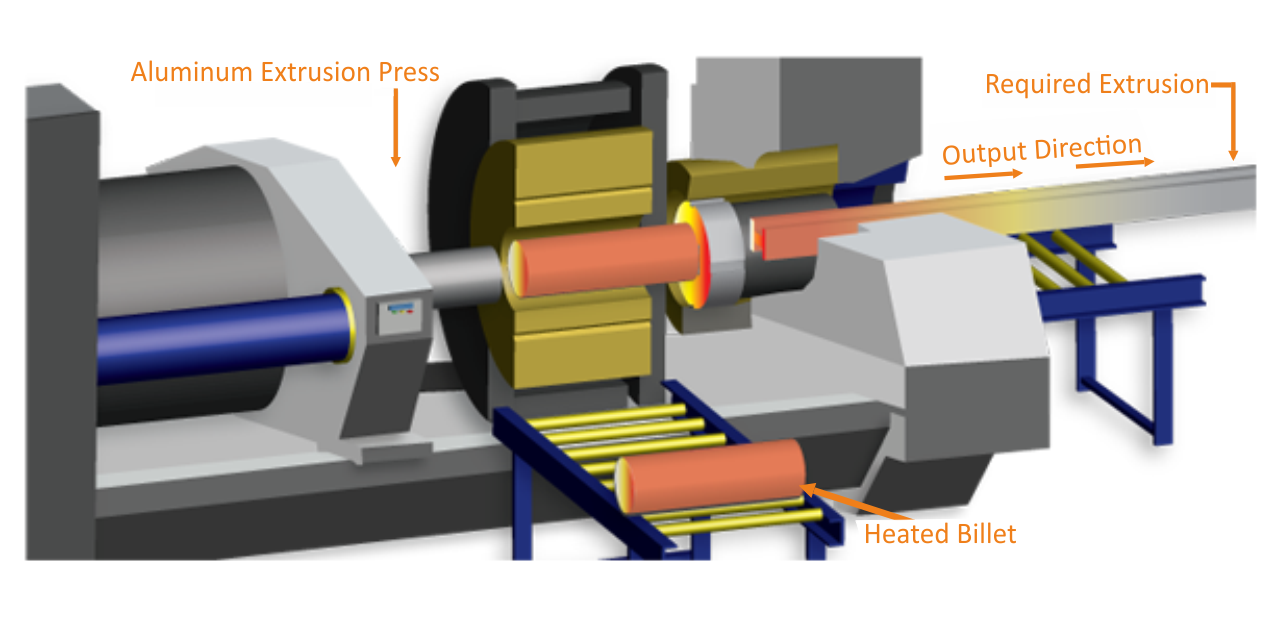
Heated Billet to Press
The heated billet is transported to the press from the cradle. The billet is extruded after being pressed against the die under intense pressure.
Aluminium billets take on a plastic appearance. Squeezing toothpaste from a tube has been used as an analogy for the extrusion process. The paste is forced to flow through the open end when pressure is applied to the closed end, taking on the rounded shape of the opening as it does so. The paste will emerge as a flat ribbon if the opening is pressed flat. Complicated apertures can create complex shapes. For instance, bakers utilise a variety of shaped nozzles to decorate cakes with elaborate ...elaborate icing bands. Extruded shapes are being created by them. When the ram starts exerting pressure on the billet inside the container, the true extrusion process occurs. The size of an extrusion that a press is able to produce depends on its pressure capacity. The extrusion size is determined by the lengthiest cross-sectional dimension, also known as the diameter that fits inside a circumscribing circle (CCD). First crushed against the die when pressure is applied, the billet continues to grow shorter and wider until its expansion is completely constrained by full contact with the container walls. The soft (but still solid) metal then has nowhere else to go as the pressure builds and starts to push out through the die's shaped orifice, emerging on the other side as a completely formed profile. The outer skin of the billet and around 10% of the billet are still within the container. The finished extrusion is stopped at the die, and the remaining metal is taken out and recycled. The still-hot extrusion can be aged, mechanically processed, and quenched after it exits the die.
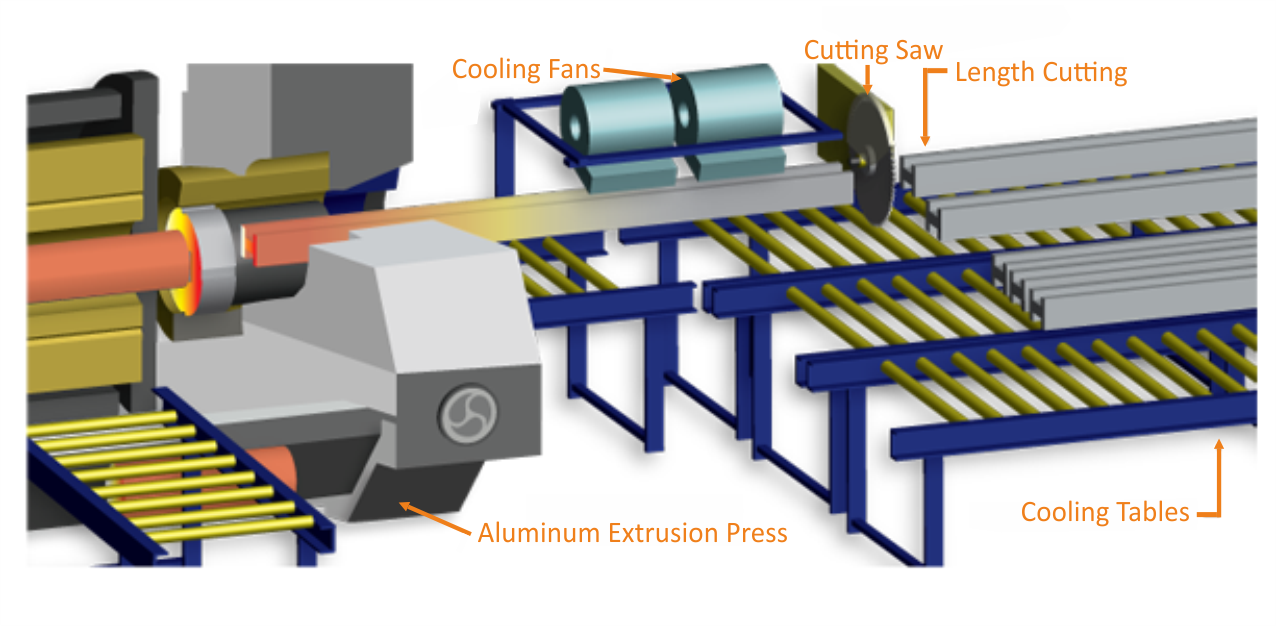
Cooling Fan and Cutting the Extrude.
The extrusion once it emerges from the die its cooled by the process of air / water quenching, depending on the alloy. After then, the material gets streched.
With each press stroke, a continuous extrusion up to 120 feet long may be produced, depending on the size of the billet and the die opening. As it exits the press, the freshly created extrusion is supported on a runout conveyor. To guarantee adequate metallurgical qualities after ageing, this is a crucial step. After that, the extrusion is moved to a cooling table.
Cooling Fan and Cutting the Extrude.
The extrusion once it emerges from the die its cooled by the process of air / water quenching, depending on the alloy. After then, the material gets streched.
With each press stroke, a continuous extrusion up to 120 feet long may be produced, depending on the size of the billet and the die opening. As it exits the press, the freshly created extrusion is supported on a runout conveyor. To guarantee adequate metallurgical qualities after ageing, this is a crucial step. After that, the extrusion is moved to a cooling table.
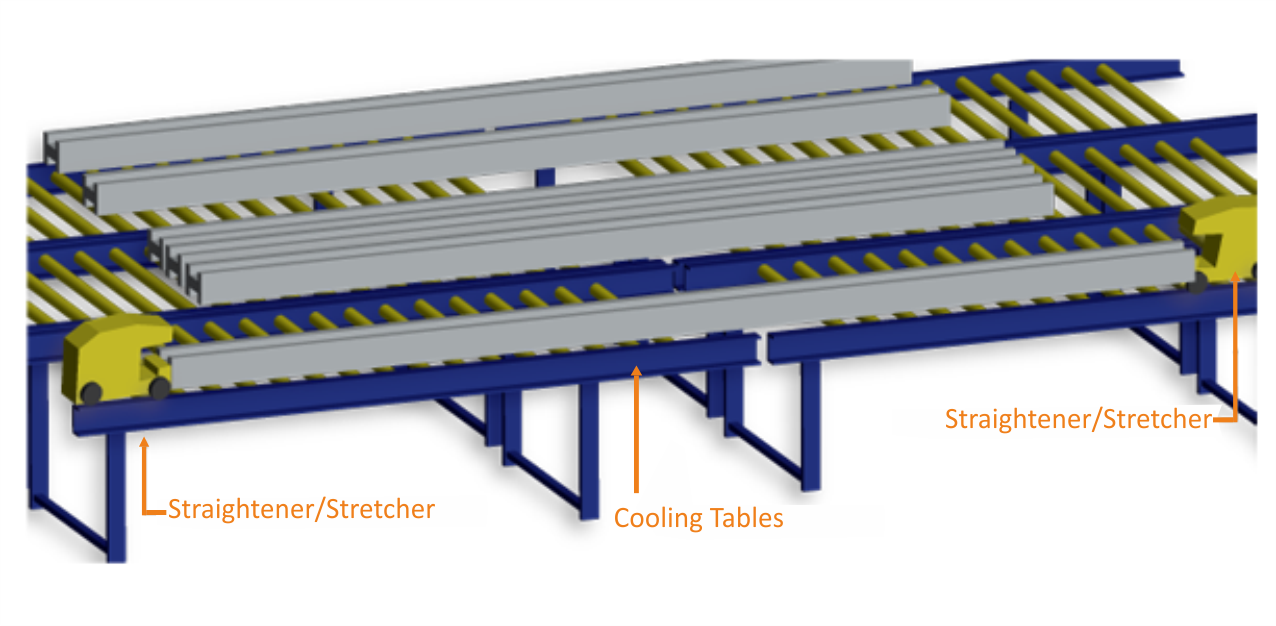
Cooling Table and Stretcher / Straightener
The extrusion is then moved to a cooling table where torsion may be corrected using a stretcher and/or straightener.
When the profile has been quenched (cooled), a stretcher or straightener may be used to straighten the extrusion and fix any twisting that may have happened after extrusion. (The stretcher can also be used to give the extrusion cold work.) The work is fed to the saw by conveyors.
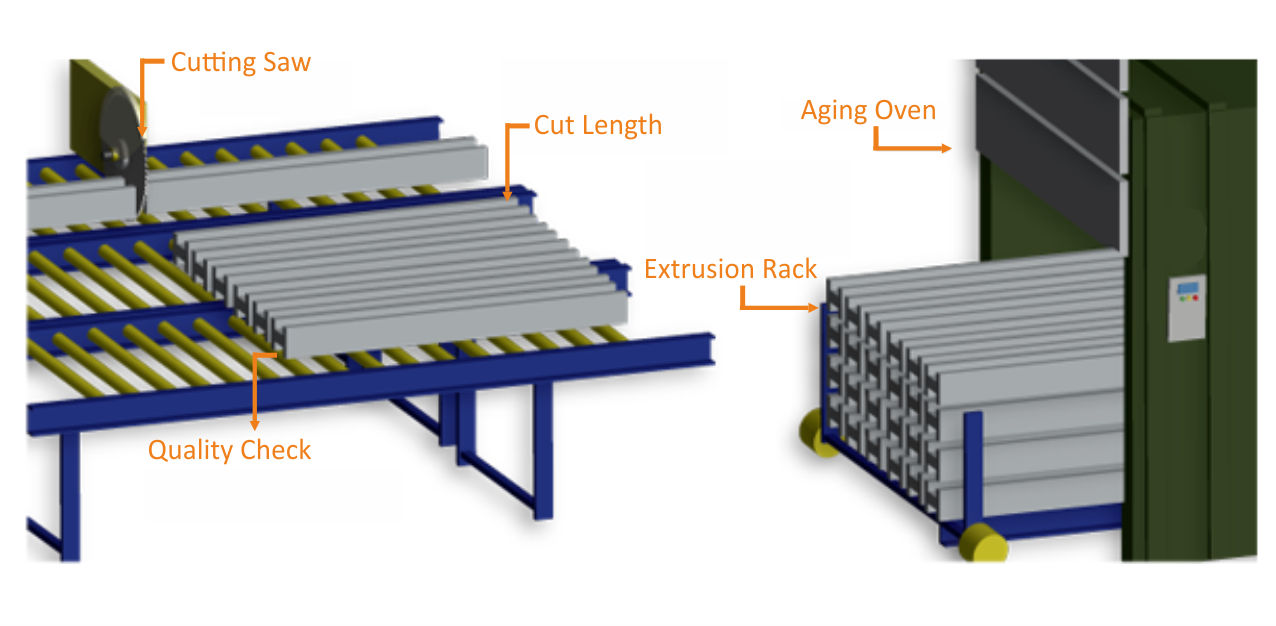
Aging of the Extrude.
The profile is chopped to the appropriate commercial length using a finish cut saw. A process in an oven will then "age" some extrusion alloys.
Generally, the profile is trimmed to the designated commercial length using a finish cut saw. The most popular saws in use today are circular saws, which operate similarly to radial arm saws by cutting across the profile at an angle perpendicular to the length of the extrusion. Some saws may work more like table saws, with the circular blade rising up to produce the cut and then lowering down below the table for the return pass. The latter is true of saws that swing down onto the profile (like a power mitre saw). ...A standard circular finish cut saw has more than one hundred carbide-tipped teeth with a diameter of 16 to 20 inches. For greater-diameter presses, larger saws are employed. For the best efficiency and cut surface, lubricated saws have delivery systems that feed the lubrication through the teeth of the saw. For sawing, automated equipment fasten profiles in place. Saw dust is gathered for future recycling. Certain extrusion alloys undergo a process known as age-hardening during which they develop their maximum strength. At room temperature, natural ageing takes place. Precipitation heat-treating is another name for the controlled heating process used in an ageing oven to simulate the ageing process. The profile is semi-solid when it comes out of the press, but it quickly solidifies as it cools or is quenched (whether by air or water). The strength of non-heat-treatable aluminium alloys (such as those containing manganese or magnesium) comes from ageing naturally and cold working. Heat-treatable alloys (such those containing silicon, copper, zinc, and magnesium) are strengthened or made harder through carefully regulated thermal treatments that change the alloys' metallurgical makeup.
Aging of the Extrude.
The profile is chopped to the appropriate commercial length using a finish cut saw. A process in an oven will then "age" some extrusion alloys.
Generally, the profile is trimmed to the designated commercial length using a finish cut saw. The most popular saws in use today are circular saws, which operate similarly to radial arm saws by cutting across the profile at an angle perpendicular to the length of the extrusion. Some saws may work more like table saws, with the circular blade rising up to produce the cut and then lowering down below the table for the return pass. The latter is true of saws that swing down onto the profile (like a power mitre saw). ...A standard circular finish cut saw has more than one hundred carbide-tipped teeth with a diameter of 16 to 20 inches. For greater-diameter presses, larger saws are employed. For the best efficiency and cut surface, lubricated saws have delivery systems that feed the lubrication through the teeth of the saw. For sawing, automated equipment fasten profiles in place. Saw dust is gathered for future recycling. Certain extrusion alloys undergo a process known as age-hardening during which they develop their maximum strength. At room temperature, natural ageing takes place. Precipitation heat-treating is another name for the controlled heating process used in an ageing oven to simulate the ageing process. The profile is semi-solid when it comes out of the press, but it quickly solidifies as it cools or is quenched (whether by air or water). The strength of non-heat-treatable aluminium alloys (such as those containing manganese or magnesium) comes from ageing naturally and cold working. Heat-treatable alloys (such those containing silicon, copper, zinc, and magnesium) are strengthened or made harder through carefully regulated thermal treatments that change the alloys' metallurgical makeup.
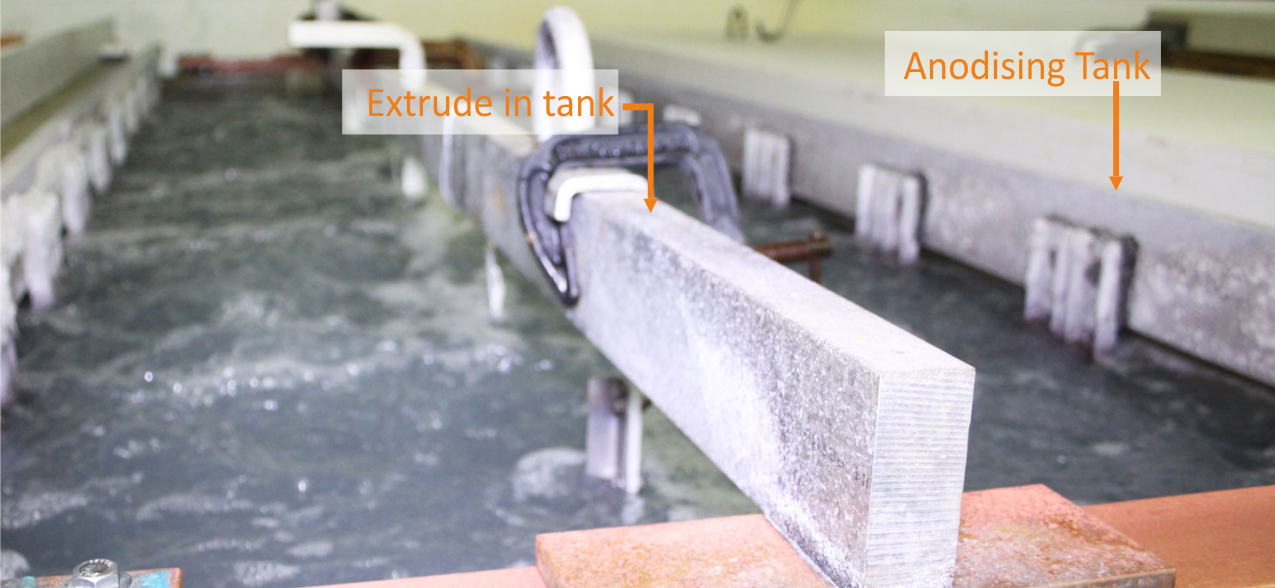
Anodising of extrude
After a quality control is satisfied, The profile is sent for anodizing so final products should be corrosion proof and cannot loss its shine over the time.
Anodizing is an electrochemical process that enhances aluminium 's natural oxide surface layer by forming an even more durable anodic oxide surface that can accept a variety of (usually translucent) colours. An the anodizing process, extruded aluminium parts – following a series of cleaning, rinse, and etch steps – are immersed in an acid electrolyte bath and an electrical current ...is passed through the solution. A cathode is mounted to the inside of the anodizing tank, while the aluminium extrusions act as an anode. Oxygen ions are released from the electrolyte and combine with aluminium atoms at the surface of the extrusion being anodized, thereby creating an aluminium oxide layer fully integrated with the underlying aluminium. Dyes can subsequently be applied, with the final step a sealing stage to enhance durability and prevent corrosion.
Stocktaking and Packaging.
After a quality control is satisfied, the finished product is packaged and prepared for shipping. A portion of the product will be moved to our inventory for sales.
The profiles are moved to other areas of the facility for finishing or fabrication after a sufficient amount of ageing, whether it be at room temperature or in an ageing oven, or to be packed and ready for transportation to the customer. Most extrusion facilities are set up to meet any foreseeable packaging needs. In order to protect them from surface damage, twisting, and other risks, profiles are palletized. Clients may define their own packaging needs, or the type of extruded product may recommend a specific packaging strategy for convenience of distribution or storage.

Stocktaking and Packaging.
After a quality control is satisfied, the finished product is packaged and prepared for shipping. A portion of the product will be moved to our inventory for sales.
The profiles are moved to other areas of the facility for finishing or fabrication after a sufficient amount of ageing, whether it be at room temperature or in an ageing oven, or to be packed and ready for transportation to the customer. Most extrusion facilities are set up to meet any foreseeable packaging needs. In order to protect them from surface damage, twisting, and other risks, profiles are palletized. Clients may define their own packaging needs, or the type of extruded product may recommend a specific packaging strategy for convenience of distribution or storage.